
Псков - Нарва
Псков - Полоцк
Псков - Бологое
Псков - Валга
Валга - Тарту
Тарту - Печоры
Бологое - Полоцк
Оредеж - Витебск
Западная Двина - Посинь
Луга - Новгород
Новгород - Валдай
Чудово - Старая Русса
Пыталово - Опочка
Печоры - Кудупе
Станции
Подвижной состав
Фалеристика
Прогулки автора Нежелезнодорожное
"ПСКОВЭЛЕКТРОСВАР"
Это Псковское
предприятие (бывшее название - завод
Тяжелого ЭлектроСварочного Оборудования - ТЭСО)
имеет двойное отношение к железным дорогам.
Первое. Есть подъездные пути к
станции
Запсковье и есть еще пока один
локомотив ТГК2.
Второе. Часть выпускаемой
продукции предназначена для железной
дороги. Ниже приведены фотография и
технические характеристики, взятые из
каталога предприятия.
"Машина для контактной стыковой сварки рельсов производства
Псковского завода тяжелого электросварочного оборудования прошла стендовые испытания.
Министерство путей сообщения РФ, по заказу которого и изготавливалась эта машина, дало ей положительную оценку.
В России идет процесс прокладки магистралей для скоростного движения поездов. А это вызывает необходимость ужесточить требования к качеству сварки рельсов.
Прежде всего, машина серии МСР-6301
имеет высокую производительность – время сварки с ее помощью составляет от
80 до 100 секунд. К тому же, к достоинству новой машины можно отнести применение на ней системы оперативного контроля и управления на базе промышленного компьютера, позволяющей управлять сварочной машиной в трех режимах.
Качество проводимой сварки не зависит от компетенции специалиста, ее проводящего.
Интерес к разработке ПЗ ТЭСО уже проявили Китай и Япония. Кстати, интересно, что японцы первоначально думали заказать на ПЗ ТЭСО только каркас оборудования и снабдить его своим компьютерным обеспечением. Однако, увидев сварочную машину, они решили заказать ее полностью вместе со всей оснасткой. К тому же, Япония полностью признает требования МПС РФ.
Стоимость МСР-6301 производства ПЗ ТЭСО – порядка
240 тысяч долларов, а цены на подобные машины за рубежом достигают восьми сотен тысяч долларов."
Октябрь
2002 года. "Псковская правда".
Далее приведены выдержки из статьи с громким названием "Мы впереди планеты всей" в газете "Время - Псковское" в номере № 31 (43) от 29 июня 2006 года. Часть текста и рекламные малоинформативные фотографии опущены.
"Уже несколько лет закрытое
акционерное общество "Псковэлектросвар"
и ОАО "Российские железные дороги"
являются партнерами. Псковское предприятие
изготовляет для железнодорожной отрасли
тяжелое электросварочное оборудование.
Такое, которого ни один завод России
изготовить не сможет.
20 июня на заводе состоялась презентация нового образца рельсосварочной машины типа
МСР-63.01А. На презентацию приехали руководители и технологи многих предприятий железнодорожной отрасли России: рельсосварочных поездов Горьковской железной дороги, Свердловской железной дороги, Октябрьской железной дороги, Юго-Восточной железной дороги, Узбекской железной дороги, представители Северной железной дороги, Всероссийского научно-исследовательского института железнодорожного транспорта. На презентации присутствовал генеральный директор Института сварки России Николай Смирнов.
Каковы же технологические возможности и конструктивные особенности новой рельсосварочной машины? О них рассказал генеральный директор конструкторского бюро «Аст» Евгений Шевелев:
- Машина, - отметил он, - управляется при помощи новой компьютерной системы на базе процессора
Intel Pentium III / Celeron. Компьютер имеет до 256 мегабайт оперативной памяти и накопитель на жестких магнитных дисках до 10 гигабайт. Главная задача системы управления - обеспечить воспроизводимость процесса сварки и контролировать состояние оборудования.
Гостям продемонстрировали процесс сварки рельсов на машине контактной стыковой сварки, работу станка типа
СЗ-03 для зачистки контактных поверхностей рельсов, а также работу малогабаритного специального пресса
ПМС-320, испытывающего сварное соединение. Президент Псковской Ассоциации промышленных предприятий Сергей Дробжев сказал:
- Приезд такой серьезной делегации на завод «Псковэлектросвар» - далеко не рядовое событие в жизни и деятельности предприятия. Со многими железными дорогами России, например, с Горьковской и Октябрьской, «Псковэлектросвар» плодотворно сотрудничает. Предприятие обеспечено заказами уже до середины 2007 года, а после сегодняшнего знакомства с новейшими конструкторскими разработками, уверен, количество заказов увеличится.
Эти слова президента Ассоциации промышленных предприятий не беспочвенны. Уже не только железнодорожники России и их собратья по отрасли из ближнего зарубежья интересуются новейшей продукцией этого завода, но и представители железных дорог дальнего зарубежья. В состав делегации, которая посетила завод и познакомилась с новой техникой, вошли также специалисты из Франции, которые очень пристально и со знанием дела изучали новую рельсосварочную машину и малогабаритный специальный пресс.
- Ничего удивительного в том, что продукцией завода «Псковэлектросвар» интересуются западные железнодорожные компании, нет, - отметил главный специалист группы компаний «Технология металлов» Юрий Королев.
- На сегодняшний день завода, достигшего того, чего достигло это предприятие, в Европе нет. Конечно, тяжелое электросварочное оборудование изготавливается, например, в Каховке на Украине или же на заводе в Швейцарии. Однако там используются технологии, от которых мы отказались уже несколько лет назад. У нас самые современные технологии, очень сильные специалисты. В общем, псковское предприятие значительно опережает другие. Швейцарцы несколько лет назад даже планировали купить этот завод. Однако нашлись российские инвесторы, помогли заводу в период экономического застоя. И сегодня он работает ритмично, с постоянным ускорением, другим аналогичным предприятиям за ним не угнаться.
Алексей Гудков, заведующий лабораторией сварки рельсов Всероссийского научно-исследовательского института железнодорожного транспорта, рассказал о том, как специалисты института совместно с конструкторами предприятия разрабатывают и внедряют новую технику.
- На заводе очень грамотные специалисты, энергичные, творческие люди, отметил он.
- Они в курсе всех мировых новшеств, которые разрабатываются и внедряются на других похожих предприятиях. Хотя, если сказать, откровенно, западные фирмы чаще интересуются деятельностью псковских конструкторов, потому что псковичи стремятся быть впереди.
Российские железные дороги - один из основных партнеров. А вообще тяжелое электросварочное оборудование,
изготовленное на ЗАО «Псковэлектросвар», успешно работает на многих предприятиях России и СНГ. В их числе Магнитогорский металлургический комбинат, Новосибирский металлургический завод имени Кузьмина, Кулебакский кольцепрокатный завод, ракетно-космический завод имени Хруничева, Иркутский алюминиевый завод, Киевский электровагоноремонтный завод.
Техника и оборудование поставляются в Ригу, на электровагоностроительный завод, в город Баккара (Индия), на Чендинский комбинат (КНДР), на комбинат в город Карачи (Пакистан), в Китай, Германию и другие страны.
На сколько предприятий и стран увеличится список партнеров завода в ближайшие месяцы и годы, покажет время. Но, скорее всего, значительно. Потому что завод только разворачивается, демонстрирует свою силу и возможности. А впереди - новые разработки
и внедрения."
Нижеприведенная информация
взята из этого каталога
ЗАО "Электросвар", на обложке
которого МСР-63.01.
{kind=link}
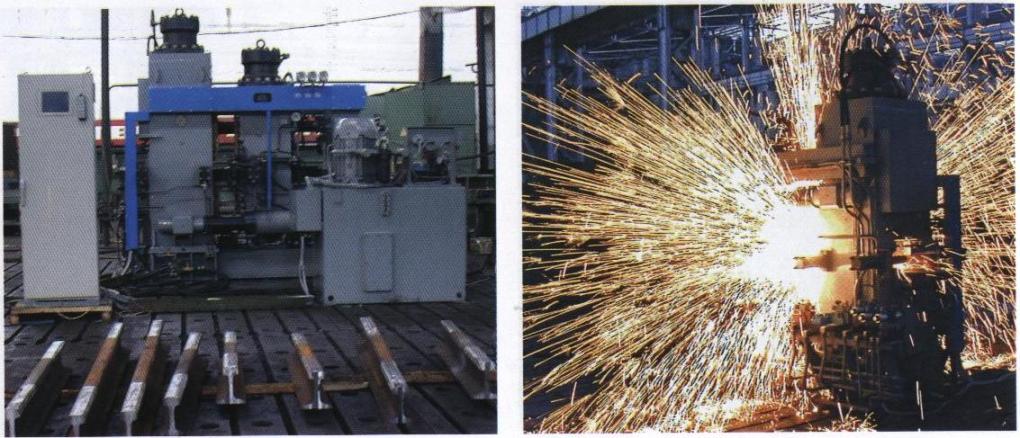
МАШИНА КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ ТИПА МСР-63.01.
{kind=link}
Машина предназначена для контактной стыковой сварки с пульсирующим оплавлением новых и старогодных рельсов типа Р65 в стационарных условиях. На машине предусмотрено удаление грата со всего контура стыка.
Машина выполнена на базе промышленного компьютера, который обеспечивает: прямое цифровое управление сварочной машиной; задание в цифровом виде, контроль и регулирование параметров процесса режима сварки; контроль технического состояния оборудования по состоянию датчиков и концевых выключателей; вычисление и предоставление оператору (сварщику, наладчику и технологу) информации о воспроизводимости технологического процесса сварки, о техническом состоянии машины; накопление и хранение информации о протекании процесса сварки каждого сваренного стыка и формирование паспорта на него; самоконтроль и самодиагностику оборудования системы управления. Машина обеспечивает центровку рельсов перед сваркой по оси рельсов и по высоте головки и съем грата по всему периметру стыка непосредственно после сварки.
Система управления работой машины выполнена на базе промышленного компьютера и обеспечивает: задание и контроль технологических параметров, определяющих качество сварного соединения; контроль состояния исполнительных механизмов машины; контроль состояния силовой электрической части машины; предоставление оператору в режиме реального времени информации о воспроизводимости технологического процесса сварки; накопление и хранение информации о протекании процесса сварки каждого сваренного стыка и выдачу (при необходимости) «паспорта» на каждый стык; самоконтроль и самодиагностику.
ТЕХНИЧЕСКИЕ ДАННЫЕ
Напряжение питающей трехфазной сети, В.......................................................380
Частота питающей сети, Гц....................................................................................50
Мощность сварочных трансформаторов
при ПВ-50%, кВА, на номинальной ступени.......................................................350
Наибольший вторичный ток, А........................................................................80000
Пределы регулирования вторичного
напряжения, В.............................................................................................6,78-10,1
Номинальное усилие осадки, даН (кгс)..........................................................63000
Усилие зажатия, даН (кгс)..............................................................................125000
Производительность, сварок/ч..............................................................................15
Скорость осадки, мм/с, не менее...........................................................................30
Пределы регулирования скорости оплавления, мм/с.....................................0,2-3
Расход охлаждающей воды при давлении
0,15 МПа (1,53 кгс/см2), л/мин, не более..............................................................60
Габаритные размеры, мм:
устройства сварочного...................................................................3300x1555x2960
станции гидропривода....................................................................1900x1000x1690
шкафа управления..............................................................................1800x600x400
Масса машины, кг, не более............................................................................13580
в том числе:
устройства сварочного.....................................................................................12400
станции гидропривода........................................................................................1050
шкафа управления................................................................................................130
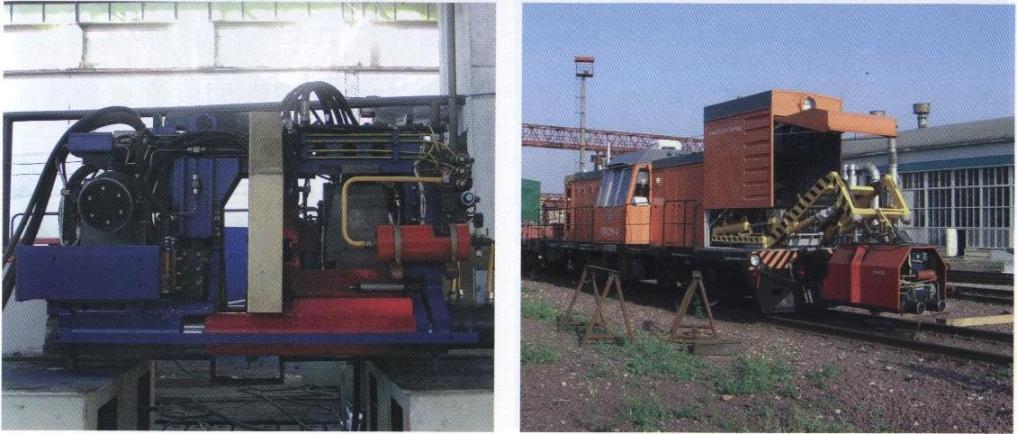
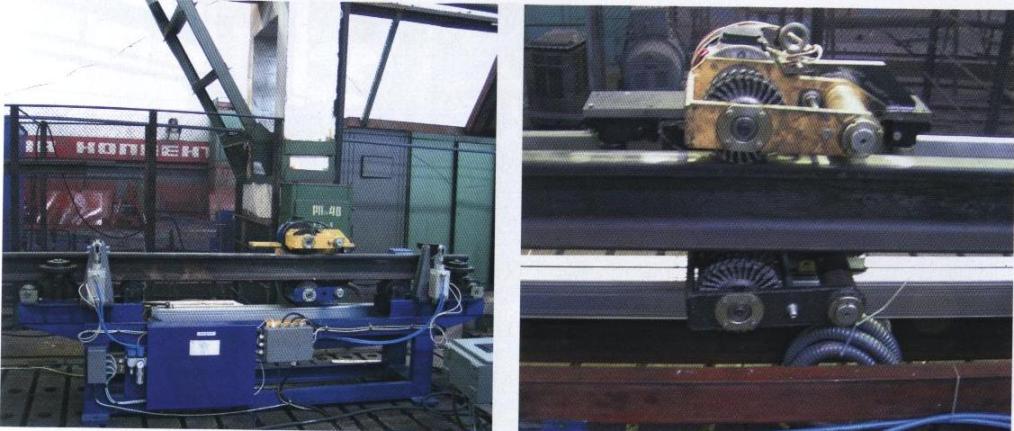
МАШИНА КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ ТИПА МСР 80.01.
{kind=link}
Машина предназначена для контактной стыковой сварки оплавлением рельсов типа Р50 и Р65 в полевых условиях со снятием грата непосредственно после сварки.
Машина производит центровку рельсов в горизонтальной и вертикальной плоскостях, сварку рельсов по заданной программе, съем грата в горячем состоянии со всего контура стыка.
(Судя по всему, этими машинами
оснащаются на заводе в Калуге путевые
рельсосварочные машины ПРСМ-5, как ранее
ПРСМ-4. На рисунке справа, кстати, и
изображена ПРСМ-4).
Система управления машины выполнена на базе промышленного компьютера и обеспечивает задание и контроль параметров процесса сварки с предоставлением оператору текущей информации о воспроизводимости технологического процесса сварки, хранение этой информации с последующей выдачей при необходимости "паспорта" каждого сваренного стыка.
ТЕХНИЧЕСКИЕ ДАННЫЕ
Напряжение питающей трехфазной сети, В........................ 380
или дизель-электростанции, В..................................................400
Частота питающей сети, Гц.........................................................50
Мощность при ПВ=50%, кВА.....................................................240
Наибольший вторичный ток, кА..................................................67
Номинальный длительный вторичный ток, кА.......................19,6
Максимальное усилие осадки, кН............................................800
Усилие зажатия наибольшее, кН............................................1400
Ход подвижных корпусов, мм, не менее....................................95
Наибольшая скорость осадки, мм/с, не менее..........................20
Производительность при сварке рельсов Р65,
сварок/ч, не менее.........................................................................8
Габаритные размеры, мм:
устройства сварочного........................................2100x1100x1100
станции гидропривода...........................................1350x750x1550
шкафа с аппаратурой и станцией
управления.............................................................1200x520x1700
Масса машины, кг......................................................:.............5270
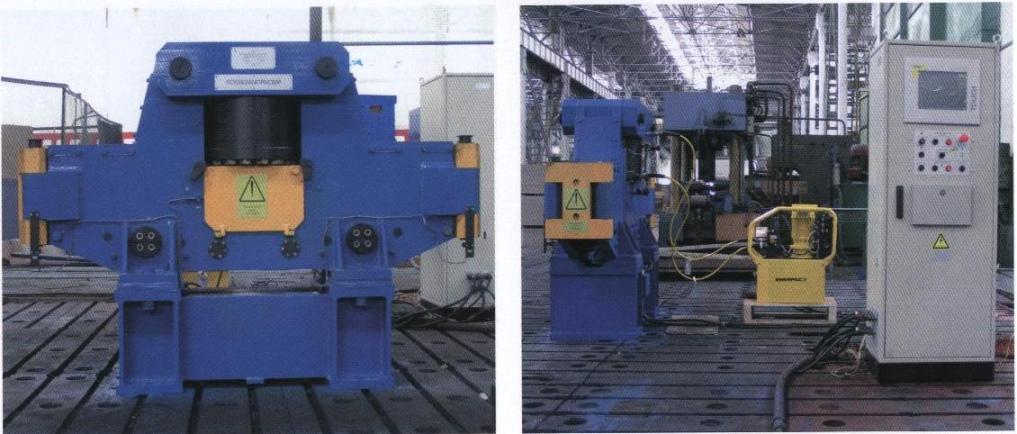
ПРЕСС МАЛОГАБАРИТНЫЙ СПЕЦИАЛЬНЫЙ ПМС-320.
{kind=link}
Пресс предназначен для испытаний образцов сварных стыков рельсов типа Р50, Р65, Р75 с нагружением на головку или подошву рельсов. Пресс используется на рельсосварочных предприятиях.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Номинальное напряжение питающей сети, В................:........380
или дизельной электростанции, В............................................400
Частота питающей сети, Гц.........................................................50
Максимальное усиление, т, не менее.......................................320
Длина сваренных образцов, мм....................................1100...1800
Рабочее давление в гидросистеме, МПа...................................40
Габаритные размеры, мм:
пресса.....................................................................1575x2200x600
гидростанции..............................................................725x673x434
шкафа управления...................................................1750x622x400
Масса, кг:
пресса.......................................................................................3260
гидростанции..............................................................................105
шкафа управления.....................................................................130
СТАНОК ДЛЯ ЗАЧИСТКИ КОНТАКТНЫХ ПОВЕРХНОСТЕЙ РЕЛЬСОВ СЗ-02.
{kind=link}
Станок для зачистки контактных поверхностей рельсов предназначен для зачистки контактных поверхностей рельсов непосредственно перед сваркой в стационарных условиях на рельсосварочных предприятиях.
Станок может работать как автономно, так и в составе технологической линии.
ТЕХНИЧЕСКИЕ ДАННЫЕ
Номинальное напряжение питающей сети, В..........................380
Частота питающей сети, Гц.........................................................50
Наибольшая длина зачищаемых
поверхностей, мм.....................................................................1300
Время обработки стыка, мин........................................................2
Потребляемая мощность, кВт................................................1,5x2
Габаритные размеры, мм:
устройства зачистного...........................................3355x758x1306
шкафа с аппаратурой..............................................260x550x1270
камеры защитной.................................................3700x2200x2320
Масса, кг:
устройства зачистного...............................................................907
шкафа с аппаратурой..................................................................62
камеры защитной.......................................................................750
У предприятия есть своя страничка в мировой паутине.
Другие ссылки
"Завод "Псковэлектросвар"
успешно выполнил первые крупные зарубежные
контракты"
17 сентября 2008 года.
ПАИ
"Псковэлектросвар" готов продолжить
сотрудничество с кубинским предприятием"
19 сентября 2008 года.
ПАИ
"Коммерческое предложение для
железной дороги Венесуэлы готовит
"Псковэлектросвар"" 22
сентября 2008 года.
ПАИ
"Новые образцы техники для железных дорог запустил "Псковэлектросвар" в
2008 году" 4 февраля 2009 года. Псковское Агентство Информации
"Из Пскова - в Ливию" 31 июля 2009 года.
Газета "Октябрьская магистраль".
"В Ливии открыли рельсосварочный завод, который
построил "Псковэлектросвар"" 11 июня 2010 года Псковское Агентство
Информации
"Строить готовы" 25 июня 2010 года.
Газета"Октябрьская магистраль".
"Уникальная разработка ЗАО "Псковлектросвар" для
Российских железных дорог" Газета "Гудок",
выпуск №97 от 10.06.2013 г.
[Соавторы проекта] [Музеи] [Библиография] [История обновлений] [Разное]